Fémalkatrészek koptatása
és polírozása újragondolva
Fémalkatrészek koptatása és polírozása újragondolva

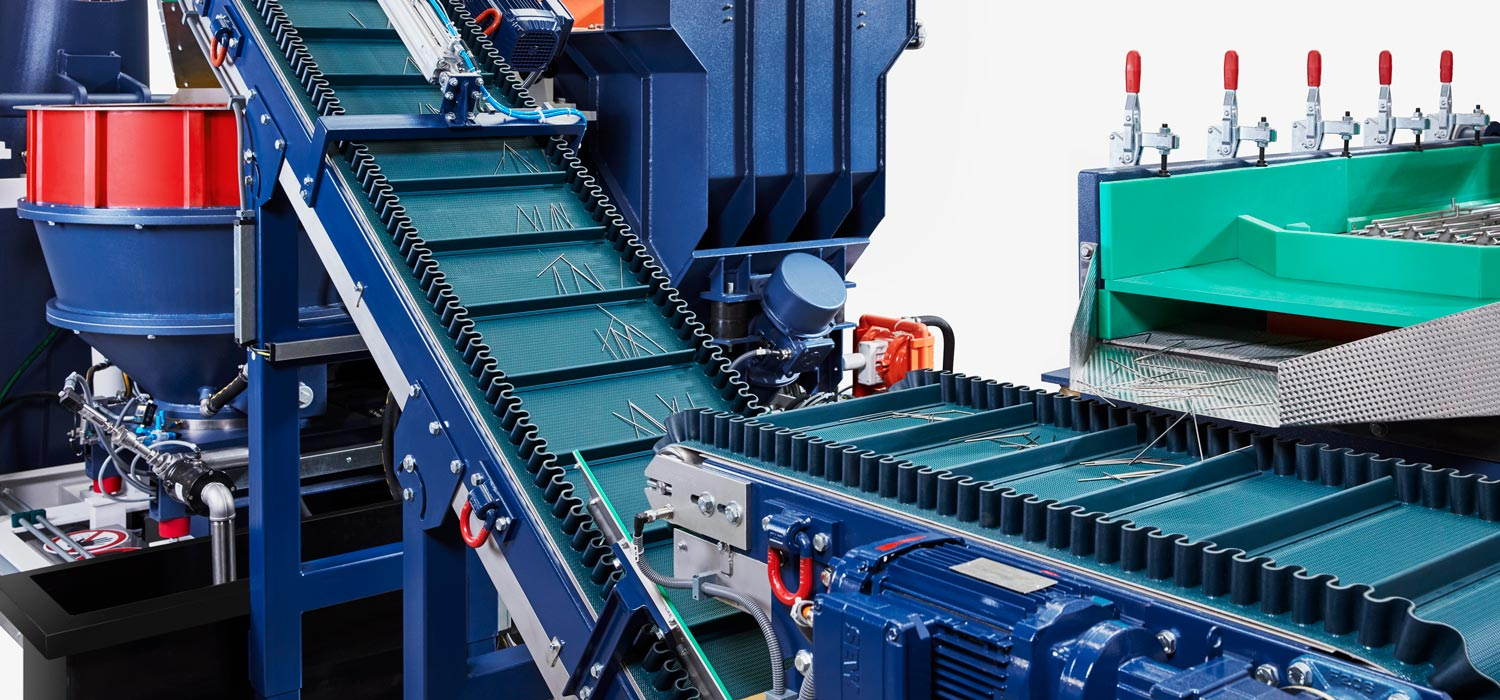
A Walther Trowal új forgótányéros rendszere egyesíti a kis alkatrészek koptatását és polírozását egyetlen berendezésben, jelentősen leegyszerűsítve ezzel a mechanikai felületkezelést. A munkadarabok betöltésétől a polírozott és szárított alkatrészek kivételéig a TT 280-A/2C megmunkáló sor teljesen automatikusan működik.
A fejlesztés apropóját egy bútorszerelvényeket gyártó cég megkeresése adta. A vállalat úgy döntött, hogy a csillapító rendszereihez szükséges pistonrudak felületkezelését visszahozza saját gyártóüzemébe, hogy nagyobb kontrollt gyakoroljon a munkadarabok minősége, a gyártási költségek és a gépek rendelkezésre állása felett. Ezért olyan berendezést keresett, amely egy lépésben végzi a koptatást és a polírozást, automatikus működéssel.
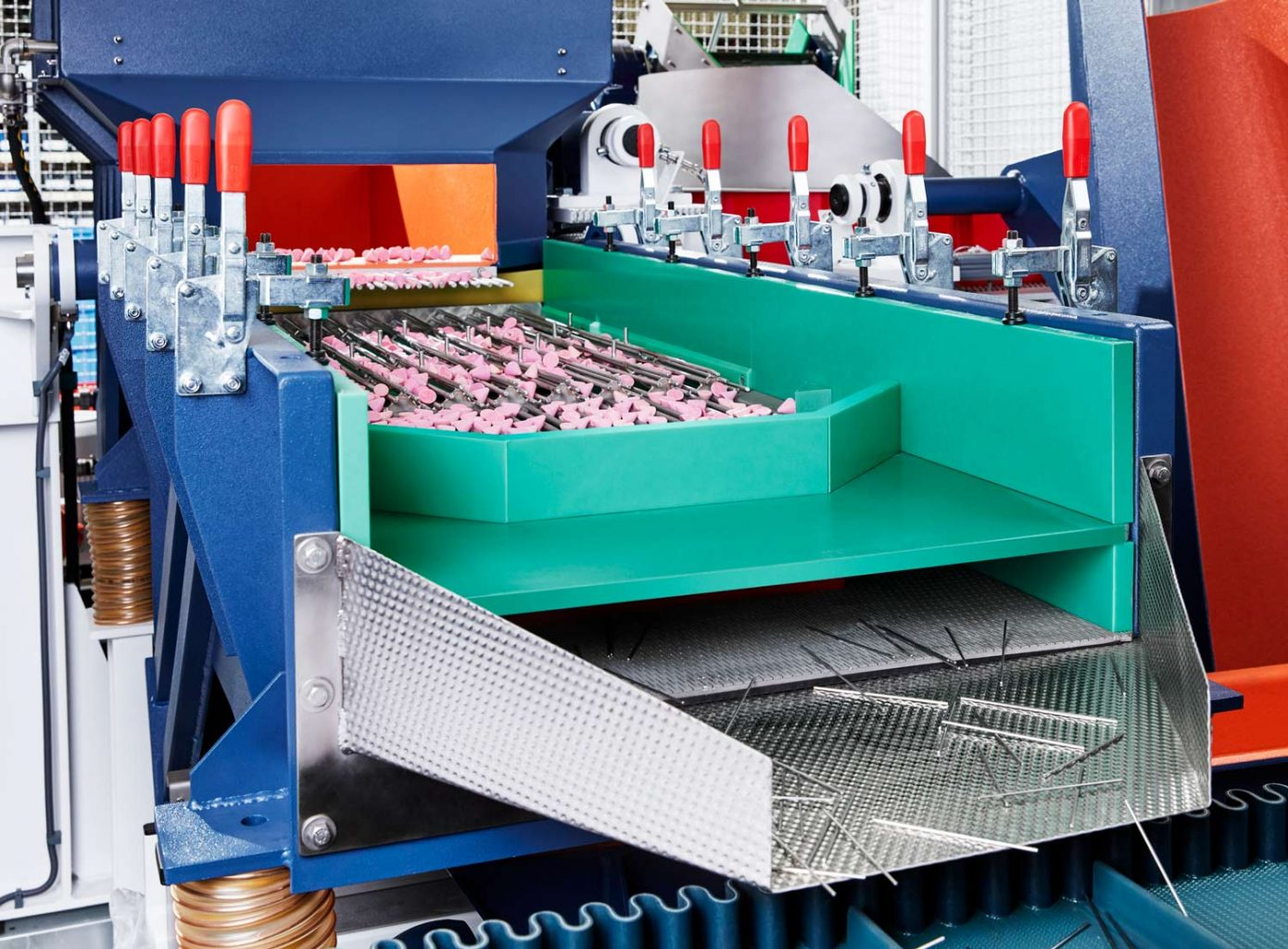
A pistonrudakat bútordarabok és háztartási készülékek csillapító rendszereiben használják, például sütők és hűtőszekrények ajtópántjaiban, valamint fiókok csillapított zárásához. A vállalat naponta több százezer rozsdamentes acélból készült pistonrudat gyárt, 20 és 100 mm közötti hosszúságban, 2 mm átmérővel. A csillapítók optimális működése érdekében a rudaknak sima felülettel, precízen és reprodukálható módon lekerekített élekkel kell rendelkezniük, valamint tökéletesen egyenesnek kell lenniük. Az automatikus csomagolás továbbá megköveteli, hogy az egyes tételek darabjai semmiképp ne keveredjenek össze.
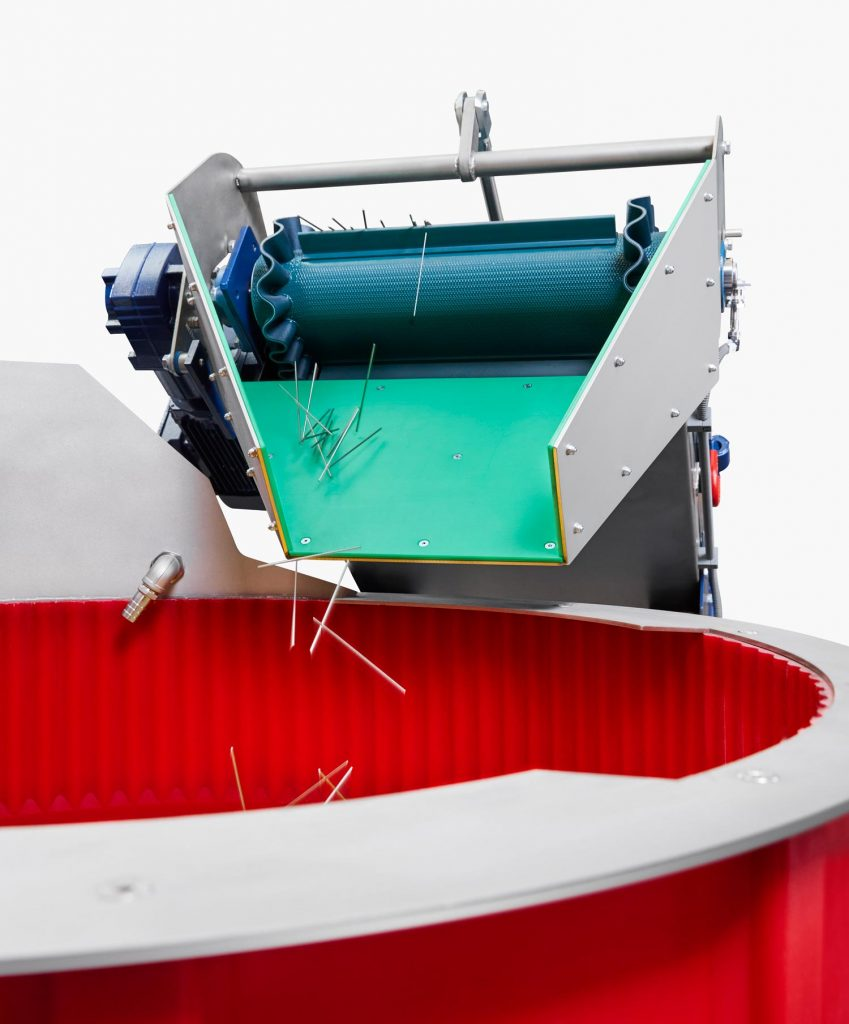
Ezért a Walther Trowal azt javasolta, hogy egy teljesen automatizált megmunkálósort telepítsenek a bevált kétadagos, forgótányéros TT berendezések alapján, ahol a koptatás és a polírozás két egymást követő folyamatlépésként zajlik. Az első gépben történik az előcsiszolás, majd a darabokat egy szállítószalag továbbítja a második géphez polírozás céljából. Ily módon az egész folyamat – az irányba állított rudak betöltésétől a csomagolásnak történő átadásig – teljesen automatikusan megy végbe. A gépsor kezelése kizárólag az első berendezés feltöltésére, illetve a másodikból kikerülő, polírozott és szárított pistonrudak kivételére korlátozódik, automatizált munkadarab-átadás mellett.
A magas áteresztőképesség érdekében a folyamat mindkét fázisa szinkronban, két adaggal fut: amíg az egyik adag koptatása vagy polírozása zajlik, addig a szeparáló zónában történik az előző adag munkadarabjainak elválasztása a csiszolótestektől.
Mindkét centrifugális gép műanyag koptatótesteket használ, amelyek vízzel telt tartályban keringenek. Ez kiváló felületi minőséget eredményez, reprodukálható felületi érdességgel. A csiszolótestek azonban olyan kis nyomást fejtenek ki a darabokra, hogy azok nem deformálódnak. A koptatás során az élek határozott és reprodukálható rádiusszal kerülnek lekerekítésre.
A 100%-os tételazonosságot a rendszer két módon biztosítja: miután a koptatótest–munkadarab keverék elhagyja a munkatartályt, egy, a rudak formájához igazított, rostával ellátott szeparáló szerkezet választja szét teljes mértékben a csiszolótesteket és a pistonrudakat. Ezen kívül a centrifugális elven működő gép teljesen kiüríthető minden egyes adag után. Így biztosított, hogy koptatótestek ne kerüljenek a csomagológépbe.
A polírozást követően a darabokat környezetbarát kukoricacsutka-granulátumban szárítják, a megtapadt port pedig elszívással távolítják el. Így a pistonrudak tisztán és szárazon kerülnek a csomagolósorba.
A Walther Trowal a rendszert kulcsrakészen, teljes perifériával és folyamatszabályozással együtt szállította és telepítette. A felületkezelés magas minősége mellett ez volt a döntő tényező a megrendelés elnyerésénél.